


焊接质量的验收等级:钢架及主柱的拼接焊缝、坡口焊缝及吊车梁的对接焊缝按(GB50205-9中一级焊缝检验,其他焊缝均按二级焊缝标准检验。钢梁柱受力后,不得随意在其上焊连接件,焊接连接件必须在构件受力及高强螺栓终拧前完成,钢结构完成后,进行压型钢板的安装工作,檩条的安装必须注意横平竖直,压型钢板在以上工作完成后进行安装。压型钢板及檩条必须严格按照图纸进行安装工作。



钢桁架制作严格按照设计图纸及规范(GB50205-9的要求进行。H型钢焊接制作时应采取反变形措施,并且分段按序焊接,焊接材料选用J507焊条。钢结构制作时切割采用半自动切割,用砂轮机对切割面进行倒角工作,以确保油漆及防火涂料的附着程度。钢结构的连接螺栓孔采用机械制孔,钻孔的精度必须符合规范要求及安装要求。高强螺栓连接摩擦面的处理先采用人工除浮锈再喷砂处理。摩擦面的摩擦系数及高强螺栓的试验按规范进行。

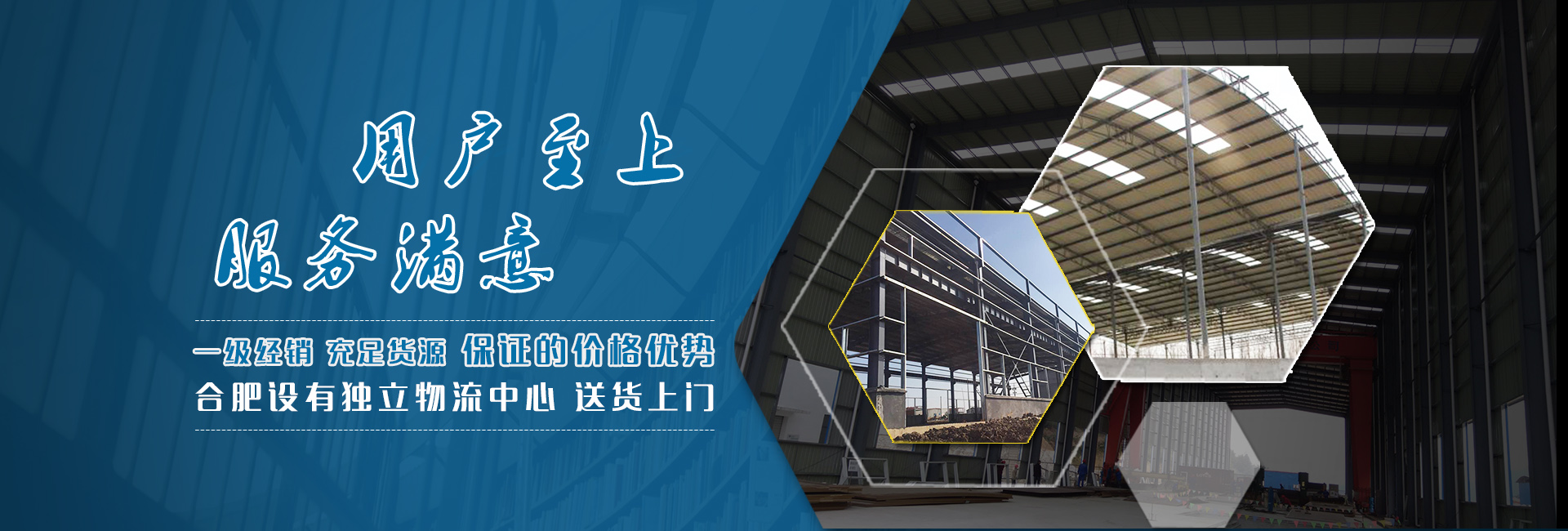
高强度螺栓连接工程的施工质量的控制从以下几个方面完成:首先钢结构工程必须注意高强螺栓摩擦面的加工质量及安装前的保护,防止污染、锈蚀。清除檩条的安装时的焊缝药皮和飞溅物,并涂刷防锈漆进行防腐处理。彩板安装时,要编制合理的安装工艺顺序等。 因其自重较轻,且施工简便,可广泛应用于大型厂房、场馆、超高层等领域。钢结构构件在工厂制作,减少现场工作量,缩短施工工期,符合产业化要求。





 在线客服
在线客服 18715077773
18715077773 114387518@qq.com
114387518@qq.com


